
tel
+86 139 66651902SOLUZIONE
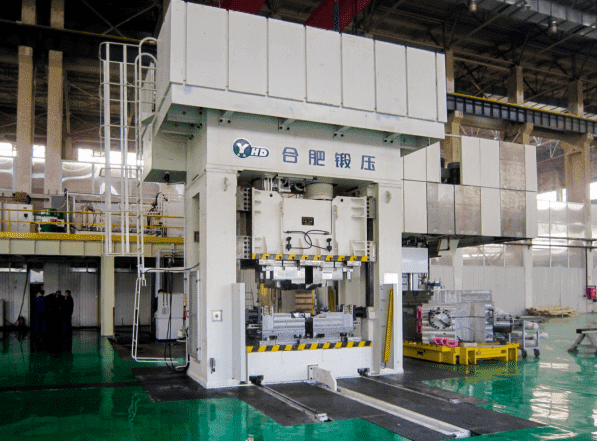
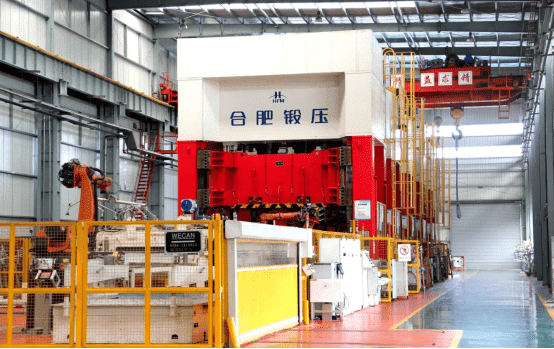
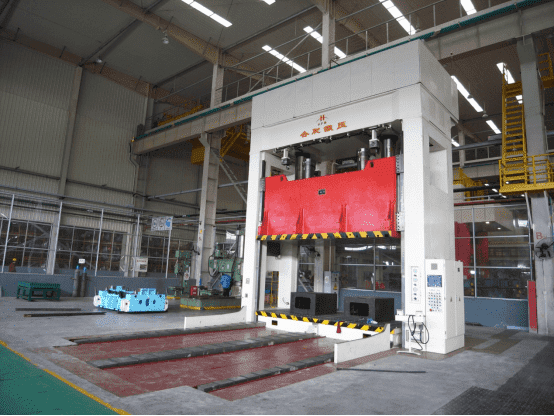
Pressa e linea di produzione per idroformatura serie YH66
Processo di idroformatura:
L'idroformatura del tubo è una sorta di artigianato di produzione che infonde acqua ad alta pressione nel tubo e trasforma la parete del tubo nella forma necessaria.
L'idroformatura è ampiamente utilizzata nel telaio dell'automobile, nella staffa del motore, nel tubo di scarico, nell'albero a camme e nelle parti dell'asse e del telaio, è uno dei metodi efficaci per i veicoli leggeri.
Percorso del processo di formatura:
Taglio materiali tubi — Piegatura (piegatrice CNC) — Preformatura (presse idrauliche e stampi per preformatura) — Rivestimento e lubrificazione — Idroformatura — Taglio laser — Tranciatura e rettifica bave — Trattamento superficiale
Presse e attrezzature per idroformatura:
Pressa idraulica per idroformatura
Per la chiusura dello stampo e il controllo della pressione, quando si chiude lo stampo la pressione può essere controllata in modo coordinato dall'interno della pressione nel tubo. Generalmente la pressa può essere a quattro colonne e del tipo a telaio, il supporto e il cursore soddisfano i requisiti di concentrazione delle sollecitazioni e hanno una buona rigidità
Sistema di idroformatura
Intensificatore di pressione e sistema servoidraulico, l'intensificatore a bassa pressione azionato da olio idraulico, utilizza un servocomando proporzionale, l'emulsione dell'intensificatore ad alta pressione (acqua 95%), la pressione è 250-400Mpa.
Adotta 1-2 set di intensificatori di pressione, quando uno stampo con due cavità, adotta 2 set di intensificatori di pressione.
Sistema acqua (acqua 95% + emulsione 5%): comprende lavaggio rapido, infusione di fluido con intensificatore di pressione, prelavaggio, filtrazione dell'emulsione, ecc.
Cilindro laterale: sistema di servocontrollo (due o quattro set), i quattro set di sistema di controllo sono adatti per uno stampo con due cavità, l'interblocco tra la posizione del cilindro laterale e la pressione dell'intensificatore di pressione, per ottenere la funzione di alimentazione
Sistema di punzonatura e sigillatura: parete del tubo con il sistema di punzonatura rapida, il sistema di sigillatura per la tenuta delle teste di punzonatura laterali.
Lo stampo: base dello stampo, cavità dello stampo, servocilindro (due o quattro set), cilindro di punzonatura ed espulsione, cilindro sigillato.
Sistema elettrico: interfaccia di controllo potente, settimanale, multiasse (servocontrollo a quattro o sette assi) e software di controllo.
Prodotti correlati
Prodotti correlati
-

Pressa idraulica per rifilatura interna dell'automobile serie YH96
-

Linea di produzione per stampaggio a caldo e tempra
-
Linea di produzione di presse idrauliche per stampaggio di lamiere ad alta velocità serie HSHP
-

Pressa idraulica serie YH73 per la formatura di prodotti compositi
-

Pressa idraulica servo ad alta velocità a singola azione serie SHPH
-
Pressa idraulica per punzonatura serie YH98